





Halyard tailors its project execution strategies to individual clients and their projects. Our experienced project managers do not believe in a “one-size fits all” approach. To support all projects, a dedicated team of professionals offer a broad range of project management services including:
- Planning and Scheduling
- Cost Control
- Procurement and Expediting
- Quality Assurance and Quality Control (QA/QC)
- Document Control
- Construction Management
- Commissioning
We are committed to the development of sensible, fit-for-purpose, innovative, and sustainable engineering designs that meet our Client’s requirements and budget.





















Dense (Heavy) Media Separation (DMS)
Halyard’s team offers proven expertise in the design, engineering and operation of pre-concentration methods such as Dense (Heavy) Media Separation (DMS), which has traditionally been known for the recovery of diamonds and the cleaning of coal streams. In recent years, the DMS process has been employed effectively as a pre-concentration step to improve the recovery economics of various commodities including: platinum group metals, lead-zinc ores, nickel ores, lithium (spodumene) and gold bearing ores.
Benefits of Dense (Heavy) Media Separation:
- Lowering the cut-off grade: In underground mining, DMS allows for the ability to utilize bulk mining methods such as long hole open stopping as opposed to shrinkage stoping and cut & fill since DMS helps minimize effects of dilution on the run of mine (ROM) ore
- Reduction of project capital by designing a process plant for a lower throughput since DMS concentrates the feed to the plant. Waste material is rejected by the DMS Plant and only mineralized ore is sent to the plant
- Reduction of operating costs and energy consumption for the project by using a smaller mill to process a large quantity of ROM
- The elimination of dilution and accidental waste in the ROM reporting to the flotation mill
- The potential provision of a competent backfill material from the DMS floats (waste) stream

Ore Sorting
Ore sorting is suitable for several minerals and is capable of maximizing recovery or upgrading the ore. Sorting technology analyzes the atomic properties of particles to identify unique physical and chemical characteristics and separates them by utilizing jets of compressed air. Halyard works alongside TOMRA Sorting to provide turnkey modular solutions that allow clients to realize the economic benefits of XRT/XRF, laser, or colour sensor-based sorting in any climate.
Benefits of Optical Sorting:
- Decreases variability
- Powerful methods of pre-concentration or waste rejection
- Occurs early in the comminution process which reduces downstream capital expenditure
- Decreases the use of consumables (water or electricity) per unit of metal produced
- Feed grade to the plant remains high
- Flotation and leaching recoveries are generally increased due to the higher head grade
- Opportunity to unlock value buried in stockpiles
Bulk Sorting
As it is becoming more difficult to extract mineralized ore from low-grade deposits. Removing barren material earlier in the process can bring significant savings to mining operations. It also reduces the mine’s environmental footprint by lowering energy consumption, greenhouse gas emissions, and overall water losses.
Benefits of Bulk Sorting:
- Eliminates barren material early in the process
- Increases the grade of the ore in the next stage of processing
- Avoids feeding the plant with material that will cost more to process than its contained value
- More value with less impact, improving resource efficiency and sustainability
- Reduces the generation of tailings product
- In existing operations, production rate can be increased due to the increase in feed grade






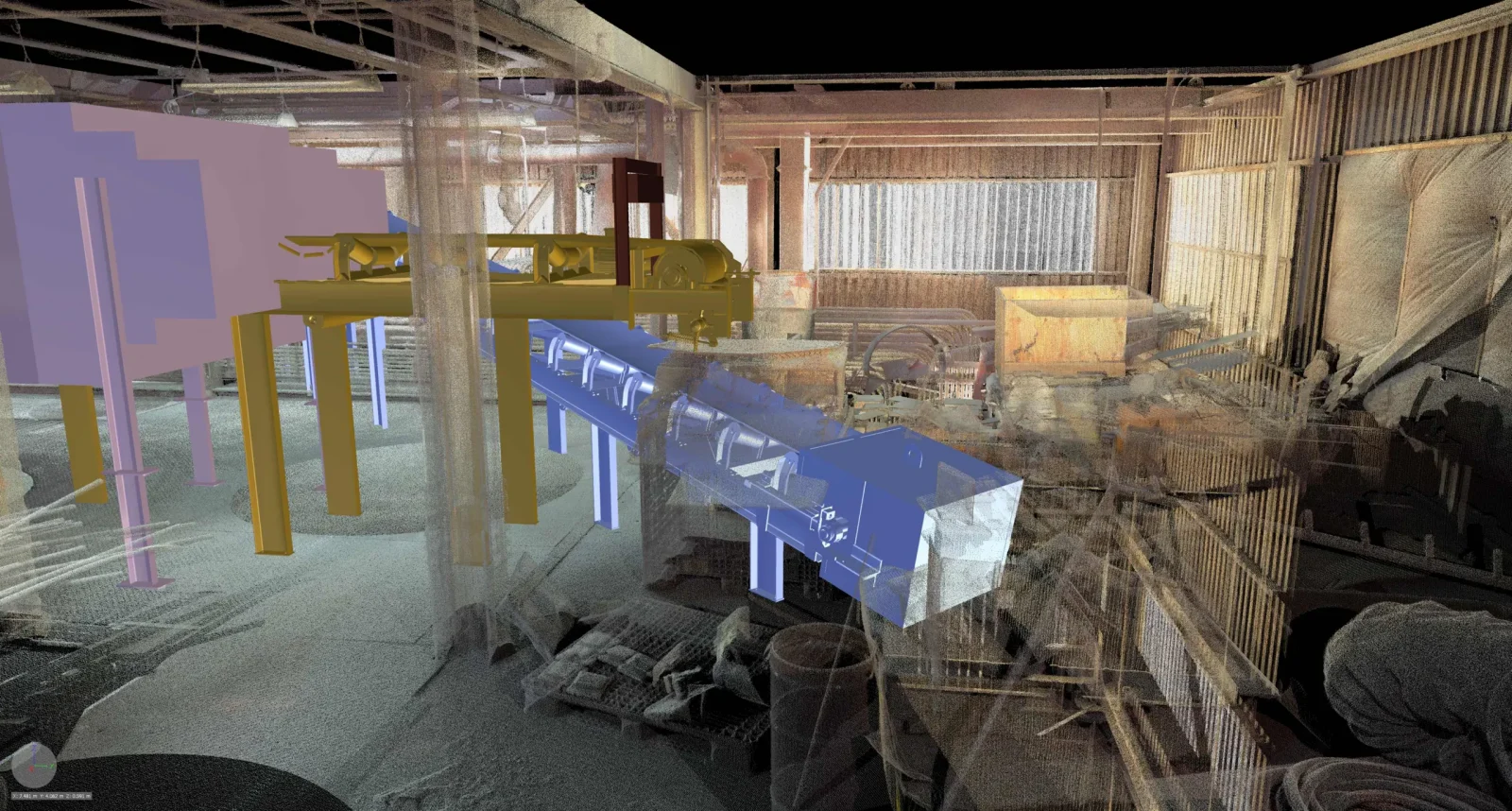
Halyard has extensive experience with modularization and pre-assembly of structural steel, electrical rooms, and processing equipment. When modularization is beneficial to a project, Halyard is capable of providing recommendations for both the extent of modularization and developing an execution philosophy that considers safety, schedule, cost, quality, and constructability.
Opportunities for Modularization
- Electrical Buildings and Substations
- Conveyors and Conveyor Trestles
- Process Plant Modules
- Small to Mid-Sized Ball Mill Steel Support Frames
- Pre-Assembled Steel and Structural Assemblies
- Pre-Engineered and Pre-Fabricated Buildings
- Panel Tanks
- Stair Towers
- Pre-Cast Concrete










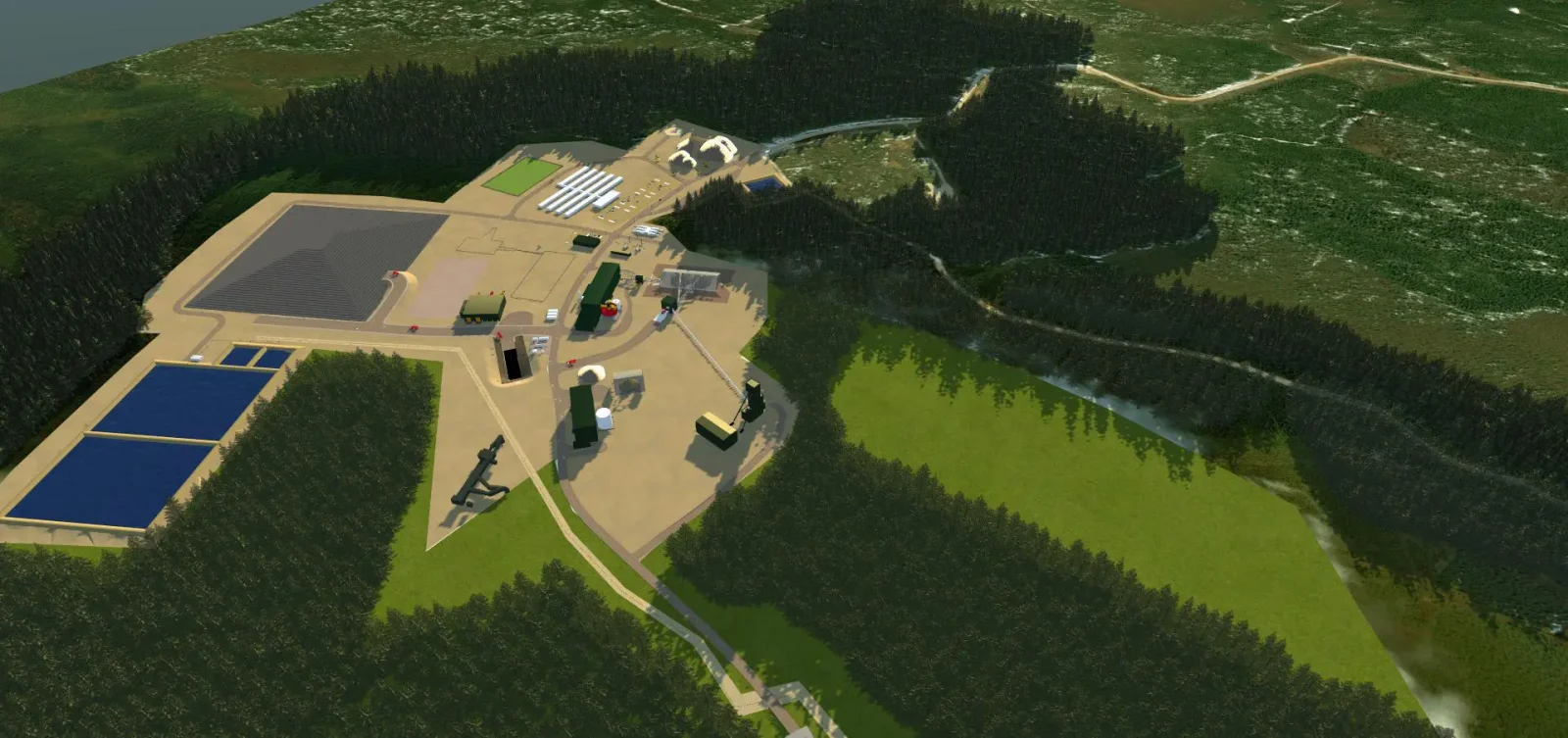
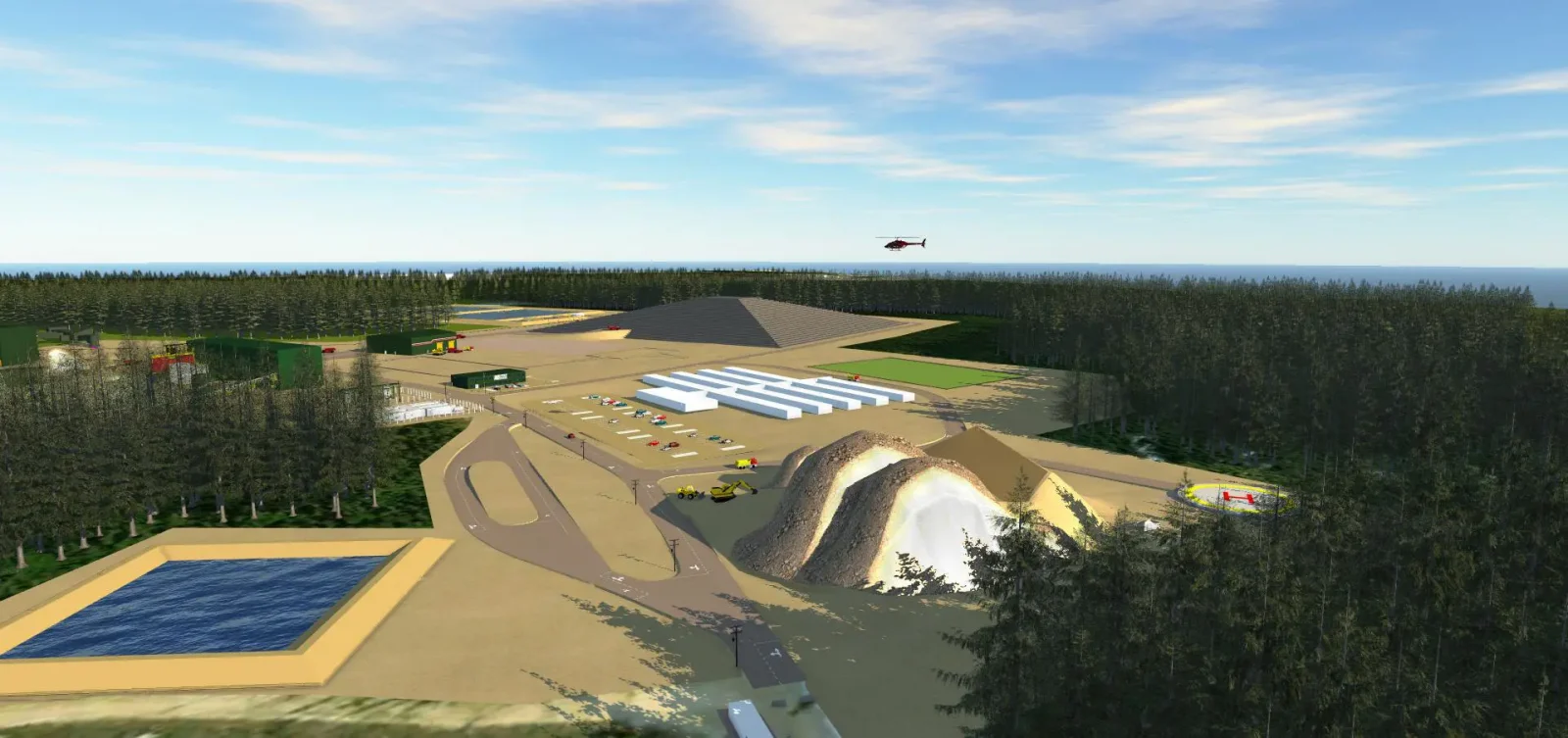
In addition to providing engineering and industrial design services to the mining and minerals processing industry, Halyard operates a soils recycling process plant in Toronto, Ontario. Our operations experience gives Halyard a unique perspective on day-to-day management and risk assessments which we bring to our process designs.
EcoVac Solutions Ltd.
EcoVac provides a full cycle solution for the hydrovac industry. The EcoVac plant processes liquid soil from hydrovac (daylighting) trucks. The liquid soil is processed into reusable aggregate, sand, clay, and treated water.
Services Provided:
- Receiving hydrovac slurry
- Water filling services for hydrovac trucks
- Providing clean backfill
- Providing sand and aggregate for reuse






